

BIRLA PRECISION new mandrel system

The continuing advancement in production methods in the Metalworking Industry has created a need for precision workholding devices capable of automatic clamping in component bores. In addition, the equipment must transmit the high accuracy of the latest machine tools and develop sufficient holding power to resist the cutting forces imposed on the workpiece. Such capabilities are possible by using a BIRLA PRECISION TECHNOLOGIES (BPT) Expanding mandrel system.
The BIRLA PRECISION TECHNOLOGIES (BPT) Expanding Mandrels, double angle principle for precision expansion, have been proved over a number of years as the most versatile and trouble free Mandrels for jobs requiring internal chucking where accuracy positive grip are necessary. Considering the problem of large-diameter workpiece with a small ID mounted on the solid mandrel. The torque generated when cutting on the relatively large OD creates a slippage problem. Likewise, a short-length ID creates a problem of holding the workpiece square / perpendicular to the centerline. The use of end drivers / End Locators. or other assists to gain either holding capability or to insure part accuracy may create a problem of machining end surfaces. In addition, serrated or tooth-type end drivers could leave marks on the ends of work pieces. Simply stated, the answers are found in a wide range of mandrel designs and applications that have been developed to meet virtually every need. However, these items are not always known to those who face a new problem.
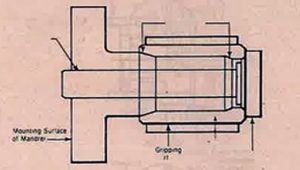
With the very simple plug-type solid mandrel, which can be very effective when used with certain types of work pieces. Its strength lies in its very simplicity. It is nothing more a plug of suitable length with a threaded end upon ‘which is slipped a work piece which is then bolted into place with some kind of an end clamp. Its weaknesses are twofold. The first is the inability to accommodate work pieces with any variation of inside diameters. For example, if the plain plug mandrel is 25mm in diameter & customer components location bore size is 25.50mm i.e. over size by 0.5 mm… work piece can not be clamped. It obviously, would locate off center due to its own weight, and concentricity between the ID and OD would be lost. Secondly, any kind of an end clamp either covers part of the work piece end, which may be a machining area, or end drivers may leave unacceptable indentations on the work piece. Most machines are equipped with the standard mounting shown in Figure 1.

The spindle nose has a 7 1 /2-degree taper and holds the mandrel plate to the nose with bolts. BPTs mandrels are suitable for ISO Std Spindle Nose A2-5”/A2-6”/A2-8”. Through BPT Standard Adaptor plates. As stated, the simple plugtype solid mandrel cannot cope with any variation of workpiece ID. So the most prevalent approach is theuse of an expanding -sleeve mandrel as shown in Figure 2.
Although most applications do involve lathes, there are plenty of examples whereby round work pieces are held on machining-center and milling-machine tables. The drawbar principle can be applied to non rotating work as well it is variation for use in a non rotating application. These are often powered by shop air and they can develop several tons of drawbar pressure. There are two things to keep in mind about the drawbar and expanding sleeve or segments. First, a preload pressure is always maintained. Even when the drawbar is released, it never moves forward so far that the slope of the sleeve loses contact with the slope of the mandrel body. Secondly, while expansion is achieved with air or hydraulic pressure, the return is achieved with springs built between the mounting and mandrel plates.
